挥发性有机物LEL实时分析
喀什2024-06-30 05:15:59
11 次浏览小百姓0911191244665
联系人:郭堃***********
测量范围为0~100%LEL的红外点型可燃性气体探测器基于微处理器技术,对碳氢类易燃易爆气体或蒸汽进行连续检测并提供报警指示。
红外吸收原理(非色散):利用可燃性气体(主要是碳氢化合物),对特定波长的红外辐射能有较强的吸收能力的特点,通过测量被气体吸收后,红外能量的减少,达到检测可燃气体的浓度的目的。
RTO可燃气LEL在线监测具有响应时间快,测量精度高、使用寿命长,简易维护等特点。RTO可燃气LEL在线监测于测量苯系物、醇类、各种烃类及衍生物等易燃易爆炸气体。防止区域内高浓度气体的产生而发生爆炸,从而避免产生超标排放的环保、安监的违规问题。
日常维护
每月建议开柜检查流量计流量、过滤器滤芯颜色、采样泵温度和声音;
根据检查情况,调整流量,更换沾污严重的滤芯;
建议每月切换一次标定阀,以检查仪器零点情况;
建议每6个月或者1年厂家技术标定探测仪。
催化燃烧式可燃气体报警器具有与其它非可燃气体无交叉干扰、测量可靠、相对实惠、且输出信号线性度好(基于铂丝电阻阻值随温度变化的线性度好)。但测量元件易受卤素化合物、硫化物等中毒影响,通常用来测量环境中可燃气体的爆炸下限,若测量封闭管道内可燃气体组分的体积分数,需在探测器前增加采样装置和预处理装置,则滞后会超过20s。催化燃烧式可燃气体报警器响应时间一般小于 20s,预处理装置取样会滞后几秒(具体时间与取样介质压力与流速、取样管道内径、取样管道长度有关)。密闭空间测量可燃气体的爆炸下限在化工行业中极少应有。
在工业生产过程中少不了化工气体的运输传送,也少不了工业废气尾气的净化处理排放,用气安全是工业生产不可忽视的任务,所以各类气体在工业生产中的各个环节检测就尤为重要了。
在工业生产过程中一般用于RTO焚烧炉处理工业废气中的可燃气体的浓度检测,当有机可燃气浓度超标时实现报警提醒等功能,保障生产安全。由于储罐或管道内会存在有机溶剂等干扰、腐蚀性因素,需要根据不同工艺参数,定制预处理单元,有效减少有机溶剂、弱酸、水、负压等因素的影响,使系统长期、稳定运行。
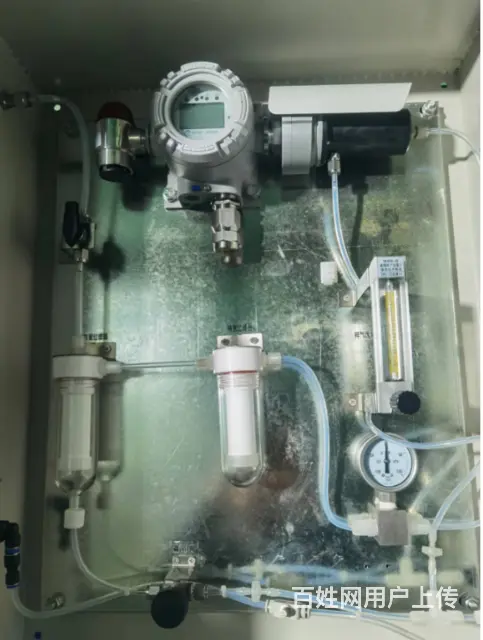
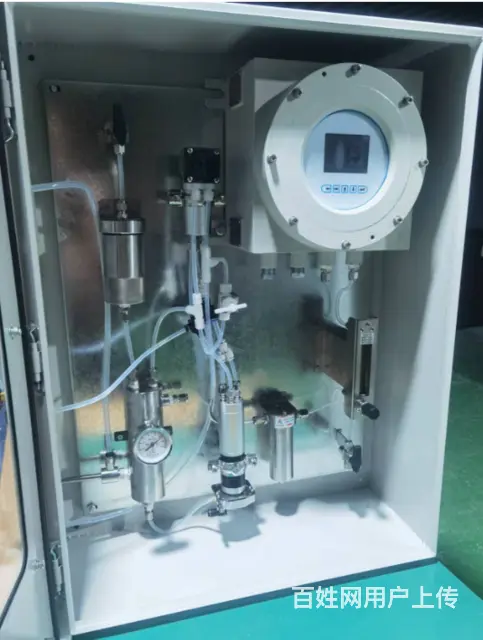
RTO可燃气体LEL在线监测预处理系统专为蓄热式氧化炉(RTO)中的苯系物、醇类、各种烃类及衍生物等易燃易爆炸气体。防止区域内高浓度气体的产生而发生爆炸,从而避免产生超标排放的违规问题。
系统核心采用高精度传感器,可实时测量和显示空间内可燃气体含量变化,另有高效过滤器、样气采样泵、转子流量计、24V电源转换器与漏电保护器。该系统具有寿命长、稳定性好、抗干rao能力强、安装简单方便等优点。同时具有4-20mA、RS485信号输出或无线212协议进行数据远传,采用LCD液晶显示,还可以搭配工厂中的风机、阀门、喷淋系统等设备来使用,通过内部开关量信号实现联动。气体超标即时报警,同时启动/关闭联动设备。有效保障现场人员安全。
针对工业生产中产生的大量有机废气 VOC,当前的主要工艺是将其收集起来,然后利用rto装置进行处理。以 rto技术为例,各家生产rto可燃气LEL在线监测系统的厂家都各有其优势。一般情况下,排气浓度的异常控制是 大的问题。废气浓度异常是指有机废气的浓度与 RTO的正常工作需求不符,特别是废气的浓度太高会造成安全隐患
联系电话:15129653023